In recent years, hospitals around the world have increasingly turned to Chinese suppliers for their oxygen concentrators for hospital needs. With competitive pricing, robust certifications, and scalable production capabilities, Chinese manufacturers have earned a reputation for reliability. In this article, we’ll explore the factors behind this global trust and provide a clear buying guide for B2B medical equipment buyers.
1. Competitive Pricing without Sacrificing Quality
China’s large-scale manufacturing ecosystem enables economies of scale that few countries can match. By sourcing from a Chinese oxygen concentrator manufacturer, hospitals can reduce unit costs by up to 30% compared to Western suppliers, while still maintaining strict quality controls.
-
Economies of Scale: Massive production lines handling thousands of units per month.
-
Local Supply Chains: Proximity to component suppliers keeps logistics efficient.
-
Cost Breakdown:
| Cost Component | Western Supplier | Chinese Manufacturer |
|---|---|---|
| Raw Materials (%) | 35 | 30 |
| Labor (%) | 25 | 20 |
| Overhead & Logistics (%) | 20 | 15 |
| Profit Margin (%) | 20 | 35 |
2. Extensive Certifications Ensure Compliance
Hospitals require medical devices that meet international standards. Leading Chinese manufacturers pursue and maintain multiple certifications:
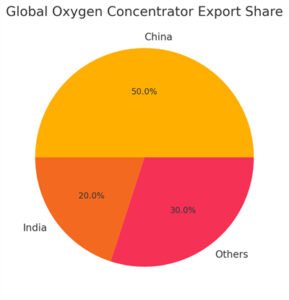
Global Oxygen Concentrator Export Share
| Certification | Description | Typical Coverage (%) |
|---|---|---|
| CE Marking | Mandatory for medical devices in the EU | 80 |
| ISO 13485 | Quality management systems for medical devices | 65 |
| FDA (510k) | Approval for marketing in the United States | 40 |
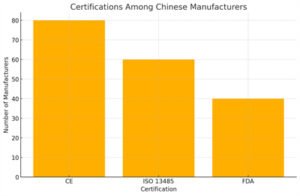
Certifications Among Chinese Manufacturers
Maintaining multiple certifications such as ISO 13485, CE, and FDA 510k demonstrates a commitment to rigorous quality management and compliance.
3. Advanced R&D and Customization Capabilities
Many Chinese suppliers invest heavily in research and development:
-
Technical Expertise: Dedicated engineering teams for optimizing oxygen flow rates and energy efficiency.
-
Customization: Ability to tailor units for different hospital wards, from ICU-grade high-flow machines to portable units for emergency response.
-
Sample Production: Rapid prototyping ensures you can test and refine features before mass production.
4. Robust After-Sales Support and Warranty
A reliable oxygen machine supplier must back products with comprehensive support:
-
Global Service Network: Authorized service centers in Europe, North America, and Asia.
-
Warranty Terms: 2–3 years on core components (compressor, sieve beds).
-
Technical Training: On-site training for hospital technicians and remote support via video calls.
5. Scalable Manufacturing & Fast Lead Times
Chinese factories can adjust production volume rapidly:
-
MOQ Flexibility: Minimum order quantities starting as low as 50 units for custom configurations.
-
Lead Time: Standard delivery in 30 days; expedited options available in 15–20 days for urgent hospital orders.
-
Logistics Partnerships: Collaborations with DHL, FedEx, and ocean freight lines for door-to-door or FOB shipping.
6. Market Trends & Global Export Data
Hospitals are placing larger orders as part of emergency preparedness. The chart above shows China’s dominant 50% share of global oxygen concentrator exports, underscoring the trust in Chinese manufacturing.
7. Real-World Case Study: Tsingair’s Hospital Solutions
Tsingair has partnered with over 100 hospitals worldwide, including facilities in Germany, Brazil, and South Africa. Their hospital oxygen concentrator products have received praise for:
-
Stable Oxygen Purity: 93%±3% over 20,000 operating hours.
-
Energy Efficiency: 30% lower power consumption compared to industry averages.
-
User-Friendly Interface: Touchscreen controls and audible alarms for critical alerts.